以下是:优选本土《惠宁》不锈钢直缝工业焊管的产品参数
| 最小起订 | 1支 |
|---|
| 质量等级 | 优级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 齐全 |
|---|
| 产品品牌 | 惠宁 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 山东 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 工业等级 |
|---|
| 质保时间 | 1年 |
|---|
| 外形尺寸 | 齐全 |
|---|
| 适用领域 | 化工管道 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 已认证 |
|---|
| 产品功率 | 国标 |
|---|
| 工作温度 | 国标 |
|---|
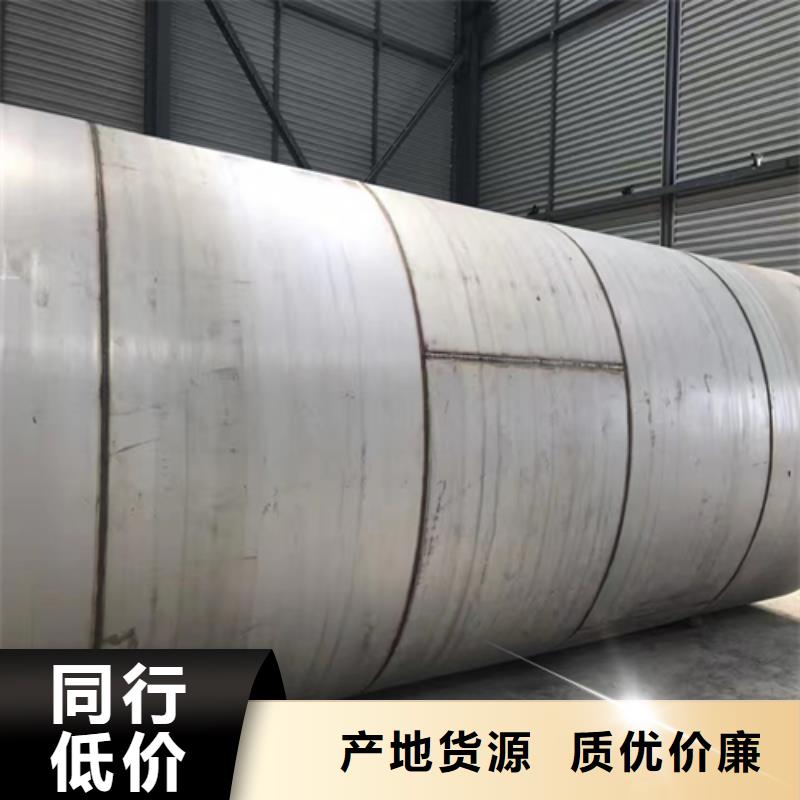
导读 优选本土《惠宁》不锈钢直缝工业焊管,山东省济南市惠宁金属制品有限公司为您提供优选本土《惠宁》不锈钢直缝工业焊管的最新资讯,联系人:李经理,电话:0527-88266222、18151371377,QQ:243000078,发货地:聊城经济开发区发货到济南。 山东省,济南市 济南市因境内泉水众多,拥有“七十二名泉”,素有“天下第一泉”和“四面荷花三面柳,一城山色半城湖”的美誉,济南八景闻名于世,是拥有“山、泉、湖、河、城”独特风貌的旅游城市,是国家历史文化名城、首批中国优秀旅游城市,史前文化——龙山文化的发祥地之一。济南成功举办过亚洲杯、全运会、中国国际园林花卉博览会、中国艺术节等多项国际和国家级盛会。
济南不锈钢焊管 304 316L 310S不锈钢焊管焊瘤焊缝中的液态金属流到加热不足未熔化的母材上或从焊缝根部溢出冷却后形成的未与母材熔合的金属瘤即为焊瘤。焊接规范过强、焊条熔化过快、焊条质量欠佳(如偏芯)焊接电源特性不稳定及操作姿势不当等都容易带来焊瘤。在横、立、仰位置更易形成焊瘤。 焊瘤常伴有未熔合、夹渣缺陷易导致裂纹。同时焊瘤改变了焊缝的实际尺寸会带来应力集中。管子内部的焊瘤减小了它的内径可能造成流动物堵塞。 防止焊瘤的措施:使焊缝处于平焊位置正确选用规范选用无偏芯焊条合理操作。
凹陷:凹坑指焊缝表面或背面局部的低于母材的部分。 凹坑多是由于收弧时焊条(焊丝)未作短时间停留造成的(此时的凹坑称为弧坑)仰立、横焊时常在焊缝背面根部产生内凹。 凹坑减小了焊缝的有效截面积弧坑常带有弧坑裂纹和弧坑缩孔。 防止凹坑的措施:选用有电流衰减系统的焊机尽量选用平焊位置选用合适的焊接规范收弧时让焊条在熔池内短时间停留或环形摆动填满弧坑。


总结 优选本土《惠宁》不锈钢直缝工业焊管,山东省济南市惠宁金属制品有限公司专业从事优选本土《惠宁》不锈钢直缝工业焊管,联系人:李经理,电话:0527-88266222、18151371377,QQ:243000078,发货地:经济开发区,以下是优选本土《惠宁》不锈钢直缝工业焊管的详细页面。